

In machine vision and industrial imaging, not every defect, feature or material difference is visible under standard lighting.
That’s where infrared (IR) imaging becomes a powerful tool. IR imaging works by capturing wavelengths beyond the visible (VIS) spectrum, allowing cameras to detect contrast and characteristics that are often hidden to the human eye.
Approximate wavelength ranges are:
| Region | Wavelength |
| UV | 200–400 nm |
| Visible | 400–700 nm |
| Near Infrared (NIR) | 700–1000 nm |
| Short Wave IR (SWIR) | 1000–2500 nm |
| Mid Wave IR (MWIR) | 3–5 µm |
| Long Wave IR (LWIR) | 8–14 µm |
Each region is used differently.
From a machine vision standpoint, IR imaging provides an additional contrast mechanism beyond color and brightness. A visible-light camera distinguishes objects primarily by differences in reflected RGB light, whereas an IR system can distinguish them by differences in chemical composition, molecular absorption, water content, and internal structure. This is why objects that appear identical under visible illumination often separate clearly under carefully chosen IR wavelengths.
For machine vision engineers, the key principle is to select the wavelength that maximizes contrast for the property of interest. If the goal is moisture detection, a wavelength where water strongly absorbs is chosen. If the goal is polymer sorting, wavelengths corresponding to characteristic absorption bands of those polymers are selected. If the goal is imaging through silicon, SWIR wavelengths where silicon is transparent are used. This wavelength selection is fundamental to successful IR inspection systems.
In essence, visible imaging answers “What color does the object look?”, whereas infrared imaging can answer “What is the object made of?” or “What is happening inside it?” That capability is what makes IR imaging such a valuable extension of conventional machine vision.
By isolating specific wavelengths using precision optical filters, manufacturers can improve inspection accuracy, reduce false rejects and reveal details that standard imaging systems may miss.
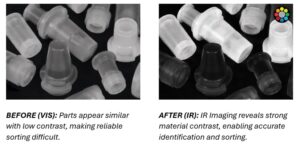
Different materials reflect and absorb IR light differently. For example, plastics, inks, adhesives and coatings that appear identical in VIS can become highly distinguishable in IR. This added contrast helps vision systems identify defects, verify components and improve repeatability in demanding environments.
AVAILABLE IR FILTERS
MidOpt® offers a broad range of IR Longpass, Shortpass and Bandpass Filters engineered for industrial imaging performance. With durable coatings, high transmission and precise wavelength control, these filters help optimize imaging systems for challenging applications where VIS alone is not enough.
When paired with the right illumination and camera sensor, IR filtering can dramatically improve image clarity and material detection reliability.
Online Solutions (Imaging) Pvt Ltd., Chennai India distributes MIDOPT products and also cameras, optics and all needed for any Machine Vision applications.
Note: The contents are written inspired by a write up from MIDOPT with general info added to their contents. Readers can cross check facts if needed. The write up is only for information purposes.
We'll be glad to help you! Please contact our Sales Team for more information.
We'll be glad to help you! Please contact our Sales Team for more information.