

Color sorters are machines that are used on the production lines in bulk food processing and other industries. They separate items by their colours, detecting the colours of things that pass before them, and using mechanical or pneumatic ejection devices to divert items whose colours do not fall within the acceptable range or which are desired to form a separate group from the rest
Color sorters are mostly used in sorting grain (agricultural products). The rice sorting industry is the first big market, the rice sorting technology is according to the color differences of rice (husked paddy) materials, using a high-resolution CCD or CMOS optical Line sensors to separate different stones, black rice, etc. Effectiveness of the system determines the time consumed against volume and also need for resorting.
The second sorting market is in use for coarse cereals, such as wheat, corn, peanut, different kinds of beans, sesame seeds, etc. Sorting machines improve product quality and add social benefits.
Colour sorters are used for food processing industry, such as coffee, nuts, and oil crops. The goal is the separation of items that are discoloured.
Sorters can also be divided into chute-type Color Sorters and belt-type Color Sorters.
Belt-type Color Sorter break a smaller percentage of material (important for nuts) and the product stays relatively static during the transport process as it moves horizontally on the belt.
Chute type Color Sorter is more common especially for food like Rice grains etc., as prices are lower, capacities are higher. Chute sorters are usually applicable to specific products as the chute is designed with special channels for this kind of material based on sizes and shapes of the material.
Line Scan Cameras and/or Line Sensors are mostly used for this sorting applications in Sorting Machines to match the speed and provide feedback results observing the materials sorted in Motion. Line Sensors and cameras that started as single line has matured now to 3 line and 4 line sensors that has RGB and Mono separately or RGB and NIR separately.
Mostly simple Image processing like Thresholding and Look up table management are done to assess, read the defects and operate the mechanism such as blowers to remove the dust or unwanted material.
Teledyne acquired companies like Teledyne DALSA and Teledyne e2v specialize in these line scan cameras and sensors.
Teledyne e2v has released few products for this cost sensitive market as below:
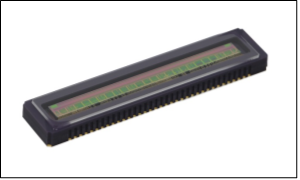
The Tetra 2k sensor is a low-cost, high-performance quadlinear CMOS multispectral sensor from Teledyne e2v. This sensor is ideal for food sorting, recycling sorting, mineral sorting, and other machine vision applications that require cost-effective multispectral imaging.
The sensor has a resolution of 2048 x 4 with a 14 μm x 14 μm pixel size and runs at a maximum line rate of 25 kHz x 4 (100 kHz max aggregate line rate). The sensor has four spectral independent outputs of red, green, blue, and near infrared (RGB + NIR) (and a separate RGB + Mono sensor also available) with wafer level coated dichroic filters. Based on a synchronized shutter design, the sensor provides low read noise and high dynamic range through the use of true correlated double sampling (CDS). Each color channel has its own exposure control, resulting in easy-to-perform white balancing.
The ceramic package offers high performance and high reliability over a wide range of operating temperatures. The sensor data ports have high signal integrity and simple interfacing for quick system integration.
For more details., please contact [email protected]
Note: The above article is a collection from various web sites, manufacturers and distributors/integrators of sorting application. If any company/individual finds any ownership of contents – they can let us know at [email protected] to either change or remove the contents. Article is provided only for the information purposes and facts can be cross verified by the readers.
We'll be glad to help you! Please contact our Sales Team for more information.
We'll be glad to help you! Please contact our Sales Team for more information.